新手对全自动端子机的使用,会遇到很多问题,今天展晟为大家科普一下日常操作流程和注意事项。以及涉及到的拉力测试相关问题的说明。
1、打开全自动端子机电源开关,电源指示灯亮。
2、留意机器内外部有无明显异响,若有,暂停作业,请机修人员判定是否需要维修。
3、选刀装刀:由指定人员操作,装刀之前必须进行手工比对所选刀片是否配套,对比无误后方可装刀,装刀完成后,必须使用手摇测试,首先关闭全自动端子机电源,按下调摸钮,使用专用板手摇动主从动轮,使端子压着机冲压行程至最大,如手摇不动,则考虑是否压力过大或其他问题,检查调试至 OK。 作业前需对各锁紧螺丝做相应检查,并确认无松动。
4、装料:装上需要打的端子机,使用内六角板手调节进料压板,使全自动端子机可以轻松通过,目测送料位置是否适宜,若不行,进行调节,使用内六角板手松开送料器锁紧螺丝,拧动调节缧杆进行调节,直至最佳状态,然后锁紧送料器锁紧螺丝,开始作业。
5、测试拉力:调机OK后,取废料线材试打,进行拉力测试,主要参照值见《拉力测试对照表》具体操作方法如下,按下拉力测试归零键调至归零,将需测的端子线材夹好,进行测试,若所测拉力不在标准范围内,请机修人员重新调节,直到达到标准值为止。
6、试产10PCS送IPQC进行首件确认,检验OK,方可进行批量生产,生产过程中操作员必须自检所打端子是否有包胶,吊颈等不良,并每隔1小时进行一次端子机拉力测试。
7、生产完成后整理好良品、废次品,并清理干净全自动端子机机台周边的环境卫生。
拉力测试对照表和相关说明:
端子与线材的拉拨力测试方法及标准
1. *拉拔力测试方法*
1.1. 取三条已压接好端子的电线备用。
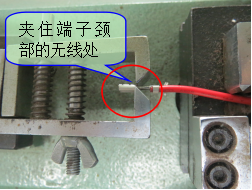
1.2. 松开拉力机上的端子夹(逆时针旋动夹子上的蝴蝶形螺栓为松开状),将电线上的一个端子的颈部夹入夹具中并锁紧。注意不能夹住端子上的压接部位。如图1.2.1为正确夹线,图1.2.2为错误夹线。

1.3. 拉力表清零:按下拉力表下部的清零开关,使数值清零。旋动表盘,让指针对准0刻度。如下图所示。(注意:清零开关上的黑点必须对准“PEAK”处的小点。)

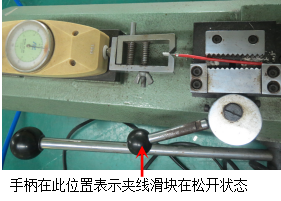
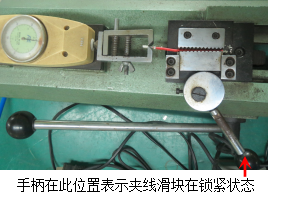
1.4. 将拉力机侧边的长拉杆拔向表盘方向,使夹线滑块复位。松开夹线滑块(向表盘方向拉滑块侧边的手柄则为松开状,反之则锁紧),将电线的尾端拉直后放入夹线滑块内,锁紧滑块将线夹紧。如下图所示。
1.5. 拉力测试:向上慢慢抬起长拉杆,此时表盘出现读数,直到端子与电线脱离为止。

1.6. 查看拉力表上指针指向的最大拉力值,并与拉力标准对比来判定拉力是否合格。读数方法:读表盘外圈数值,每一小格等于2N,拉力值=小格总数×2N。如图1.6所示的表盘读数为120N。【注:表盘的内圈为KG值,每一小格等于0.02KG。】
1.7. 用同样的方法再测试2条线,如果全部符合标准要求方为合格。可以继续生产。
2. *拉拔力判定标准:*
2.1. 合格:标准拉力≤拉力<极限拉力,判定合格。
2.2. 不合格:拉力<标准拉力,判定为不合格,端子易松脱。
2.3. 不合格:拉力≥极限拉力,判定为不合格,拉力太大,端子压得太紧。
2.4. 拉力测试标准参数
|
序号 |
端子规格 |
线材规格 |
标准拉力 |
极限拉力 |
|
1 |
6264,SCN,XH,VH |
排线、屏蔽线 |
25N |
32N~45N |
|
2 |
5264,SCN,XH,VH |
电子线1007 AWG22#、24# |
30N |
40N~50N |
|
3 |
VH |
电子线1007 AWG18# |
50N |
72N~100N |
|
4 |
110,187,250, Φ4.3地环 |
电子线1015 AG18#、16#、14#、12#;电子线1007 AWG18# |
80N |
>100N |
|
5 |
187 |
电子线1015 AWG24# |
40N |
58N~70N |